新聞中心
聯(lián)系我們
手 機(jī):17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區(qū)南橋鎮(zhèn)國順路936號(hào)5幢
注塑人必看的熱流道基本知識(shí)
一、熱流道的歷史、現(xiàn)在、未來
熱流道系統(tǒng)(hot runner systems)起源于注塑工業(yè)中的無流道系統(tǒng),作為一項(xiàng)先進(jìn)的塑料注塑加工技術(shù),在西方發(fā)達(dá)國家的普及使用可以追溯到上個(gè)世紀(jì)的中期甚至更早。熱流道具有許多優(yōu)點(diǎn),因此,在國外發(fā)展比較快,許多塑膠模具廠所生產(chǎn)的模具50%以上采用了熱流道技術(shù),部分模具廠甚至達(dá)到80%以上。在中國,這一技術(shù)在近十年才真正得以全面推廣和應(yīng)用,隨著模具行業(yè)的不斷發(fā)展,熱流道在塑膠模具中運(yùn)用的比例也逐步提高,但總體上還未達(dá)到國外熱流道模具的比例。
近年來,熱流道技術(shù)在中國的逐漸推廣,這很大程度上是由于我國模具向歐美公司的出口量快速發(fā)展帶來的。在歐美國家,注塑生產(chǎn)已經(jīng)依賴于熱流道技術(shù)。可以這樣說,沒有使用熱流道技術(shù)的模具現(xiàn)在已經(jīng)很難出口,這也造成了很多模具廠家對(duì)于熱流道技術(shù)意識(shí)上的轉(zhuǎn)變。
圖1 圖片拍攝于廣州橡塑展期間

二、熱流道的原理
冷流道是指模具入口與產(chǎn)品澆口之間的部分。塑料在流道內(nèi)靠注塑壓力和其本身的熱量保持流動(dòng)狀態(tài),流道作為成型物料的一部分,但并不屬于產(chǎn)品。所以在我們設(shè)計(jì)模具的時(shí)候既要考慮填充效果,又要考慮怎樣通過縮短、縮小流道來節(jié)省材料,理想情況是這樣,但實(shí)際應(yīng)用中則很難達(dá)到兩全其美。

圖1 圖片拍攝于廣州橡塑展期間
熱流道又稱無流道是指在每次注射完畢后流道中的塑料不凝固,塑膠產(chǎn)品脫模時(shí)就不必將流道中的水口脫出。由于流道中的塑料沒有凝固,所以在下一次注射的時(shí)候流道仍然暢通。簡要言之,熱流道就是注塑機(jī)噴嘴的延伸。
三、熱流道模具的特點(diǎn)
為什么會(huì)有這種熱流道技術(shù)出現(xiàn)呢?熱流道技術(shù)又能夠帶給我們哪些好處呢?熟悉注塑工藝的工程人員都知道,常規(guī)注塑成型經(jīng)常會(huì)有以下不利因素的出現(xiàn):
a. 填充困難;b. 薄壁大制件容易變形;c. 澆道原材料的浪費(fèi);d. 多模腔模具的注塑件質(zhì)量不一等。
熱流道技術(shù)的出現(xiàn),則給這些問題提供了比較完善的解決方案,一般來講,采用熱流道有以下的好處:
1、熱流道模具優(yōu)點(diǎn)
■縮短制件成型周期
因沒有澆道系統(tǒng)冷卻時(shí)間的限制,制件成型固化后便可及時(shí)頂出。許多用熱流道模具生產(chǎn)的薄壁小零件成型周期可在5秒鐘以下。
■節(jié)省塑料原料
在全熱流道模具中因沒有冷澆道,所以無生產(chǎn)費(fèi)料。這對(duì)于塑料價(jià)格貴的應(yīng)用項(xiàng)目意義尤其重大。事實(shí)上,國際上主要的熱流道生產(chǎn)廠商均在世界上石油及塑料原料價(jià)格昂貴的年代得到了迅猛的發(fā)展。因?yàn)闊崃鞯兰夹g(shù)是減少廢料降低原材料費(fèi)用的有效途徑。
■減少廢品,提高產(chǎn)品質(zhì)量
在熱流道模具成型過程中,塑料熔體溫度在流道系統(tǒng)里得到準(zhǔn)確地控制。塑料可以更為均勻一致的狀態(tài)流入各模腔,其結(jié)果是品質(zhì)一致的零件。熱流道成型的零件澆口質(zhì)量好,脫模后殘余應(yīng)力低,零件變形小。所以市場上很多高質(zhì)量的產(chǎn)品均由熱流道模具生產(chǎn)。
■消除后續(xù)工序,有利于生產(chǎn)自動(dòng)化
制件經(jīng)熱流道模具成型后即為成品,無需修剪澆口及回收加工冷澆道等工序,有利于生產(chǎn)自動(dòng)化。國內(nèi)外很多產(chǎn)品生產(chǎn)廠家均將熱流道與自動(dòng)化結(jié)合起來以大幅度地提高生產(chǎn)效率。
■擴(kuò)大注塑成型工藝應(yīng)用范圍
許多先進(jìn)的塑料成型工藝是在熱流道技術(shù)基礎(chǔ)上發(fā)展起來的。如PET預(yù)成型制造、在模具中多色共注、多種材料共注工藝、STACK MOLD等。
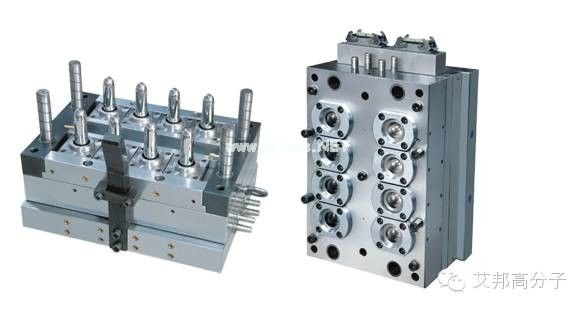
圖3 一出八無澆口熱流道瓶坯模具
2、熱流道模具的缺點(diǎn)
盡管與冷流道模具相比,熱流道模具有許多顯著的優(yōu)點(diǎn),但模具用戶也需要了解熱流道模具的缺點(diǎn)。概括起來有以下幾點(diǎn):
▲模具成本上升
熱流道元件價(jià)格比較貴,熱流道模具成本可能會(huì)大幅度增高。如果零件產(chǎn)量小,模具工具成本比例高,經(jīng)濟(jì)上不劃算。對(duì)許多發(fā)展中國家的模具用戶,熱流道系統(tǒng)價(jià)格貴是影響熱流道模具廣泛使用的主要問題之一。
▲熱流道模具制作工藝設(shè)備要求高
熱流道模具需要精密加工機(jī)械作保證。熱流道系統(tǒng)與模具的集成與配合要求極為嚴(yán)格,否則模具在生產(chǎn)過程中會(huì)出現(xiàn)很多嚴(yán)重問題。
▲操作維修復(fù)雜
與冷流道模具相比,熱流道模具操作維修復(fù)雜。如使用操作不當(dāng)極易損壞熱流道零件,使生產(chǎn)無法進(jìn)行,造成巨大經(jīng)濟(jì)損失。對(duì)于熱流道模具的新用戶,需要較長時(shí)間來積累使用經(jīng)驗(yàn)。
四、熱流道系統(tǒng)的組成
盡管世界上有許多熱流道生產(chǎn)廠商和多種熱流道產(chǎn)品系列,但一個(gè)典型的熱流道系統(tǒng)均由如下幾大部分組成:熱流道板、噴嘴、溫度控制器、輔助零件。

圖4 熱流道分流板-熱流道溫控電纜線
一個(gè)成功的熱流道模具應(yīng)用項(xiàng)目需要多個(gè)環(huán)節(jié)予以保障。其中最重要的有兩個(gè)技術(shù)因素:一是塑料溫度的控制;二是塑料流動(dòng)特性的控制。
★塑料溫度的控制
在熱流道模具應(yīng)用中塑料溫度的控制極為重要。許多生產(chǎn)過程中出現(xiàn)的加工及產(chǎn)品質(zhì)量問題直接來源于熱流道系統(tǒng)溫度控制的不好。如使用魚雷式熱嘴澆口注塑成型時(shí)產(chǎn)品澆口質(zhì)量差問題、閥式熱嘴成型時(shí)閥針完全關(guān)閉困難的問題以及多型腔模具中的零件填充時(shí)間及質(zhì)量不一致的問題。如果可能,應(yīng)盡量選擇具備多區(qū)域分段控溫的熱流道系統(tǒng),以增加使用的靈活性及應(yīng)變能力。
★塑料流動(dòng)的控制
塑料在熱流道系統(tǒng)中要流動(dòng)平衡。澆口要同時(shí)打開使塑料同步填充各型腔。對(duì)于零件重量相差懸殊的要進(jìn)行澆道尺寸設(shè)計(jì)平衡。否則就會(huì)出現(xiàn)有的零件充模保壓不夠,有的零件卻充模保壓過度,飛邊過大質(zhì)量差等問題。熱流道澆道尺寸設(shè)計(jì)要合理。尺寸太小充模壓力損失過大。尺寸太大則熱流道體積過大,塑料在熱流道系統(tǒng)中停留時(shí)間過長,破壞材料性能而導(dǎo)致零件成型后不能滿足使用要求





